






El troquel de carburo en frío para conformado en frío




- Mayor eficiencia: con una excelente resistencia al desgaste, las matrices de estampación en frío de carburo de tungsteno tienen una vida útil más larga, lo que reduce el tiempo de inactividad y aumenta la eficiencia de la producción.
- Ahorro de costos: las matrices de estampación en frío de carburo de tungsteno pueden producir una gran cantidad de tornillos con calidad constante, lo que reduce la chatarra y el desperdicio de material y reduce los costos de producción.
- Versatilidad: las matrices de estampación en frío de carburo de tungsteno se pueden personalizar para producir tornillos de diversos tamaños, formas y diseños de rosca, lo que los hace adecuados para una amplia gama de aplicaciones.
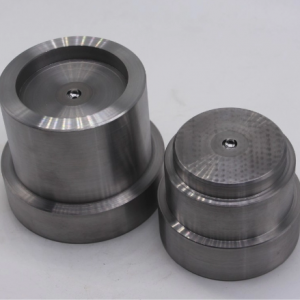
ElTroquel de partida en frío, también llamadomatriz de conformación en frío, es una matriz especializada que se utiliza en el proceso de estampación en frío, donde se forma una pieza en bruto de metal sin calentarla.Está diseñado para formar la cabeza de un perno, tornillo u otros sujetadores.El troquel principal es el componente central del troquel de estampación en frío y trabaja junto con el punzón y los demás componentes para producir la forma deseada de la pieza.
Se encuentran disponibles varios tipos de máquinas de estampación en frío, pero para la producción de sujetadores, es común encontrar máquinas con un troquel de dos golpes, hasta cinco troqueles de seis golpes e incluso más.El uso de cabezales de matrices múltiples permite la producción de piezas más complejas en un solo proceso, superando las limitaciones planteadas por las reducciones de la relación de diámetro.
El Cold Heading Die es una herramienta esencial para la producción de sujetadores de alta calidad.Con sus materiales de alta calidad, mecanizado de precisión y características personalizables, puede cumplir con los exigentes requisitos de diversas industrias y aplicaciones.
El carburo de tungsteno RenQiu HengRui puede fabricarlo según su solicitud, una vez que se pueda proporcionar la aplicación y el dibujo detallados.Se puede lograr una alta resistencia al desgaste y un rendimiento duradero con una comunicación suficiente.
Combinación de materiales → Molino de bolas húmedo → Potencia mixta de WC y cobalto → Prensado → Hornos de sinterización HIP → Detección de control de calidad → Embalaje
Entregaremos la carga producida en masa dentro de los 30 días posteriores al pago inicial, mientras que, si hay solicitudes específicas sobre el tiempo de entrega.Podemos realizar cambios según la solicitud del cliente, por lo que un tiempo de entrega más corto está absolutamente disponible.
Generalmente 30% T/T por adelantado, saldo 70% contra copia B/L.También podría cambiar según la petición de los clientes.
Fabricamos componentes en diferentes formas y tamaños para satisfacer exactamente las necesidades de nuestros clientes, ya sea que necesiten bloques o láminas, cilindros, cojinetes, puntas o dientes.
Categorías de productos
-

El título del carburo de tungsteno muere espacios en blanco para hacer sta...
-
Troquel redondo de estampado de carburo de tungsteno...
-

Troqueles de partida en frío de carburo de tungsteno YG22C, cemento...
-

Máquina de partida en frío de carburo de tungsteno GT55 de alta calidad...
-

El mejor fabricante de troqueles de partida en frío de carburo de tungsteno...
-

Troquel de forja en frío Carburo Tuerca de forja en frí...

